There are several possibilities for retrofitting (subsequent attachment of) climbing aids to insulation, one of which is the combo-version with support bodies AND supporting cone. This page shows its assembly and complements the product sheet of WM 12XX9. The assembly is also feasible for the do-it-yourselfer, but some special tools are needed, such as: 1) the cylinder saw d = 60 mm (or a similar tool with centering drill), 2) a masonry drill 16 mm, and 3) mixer extensions. It is recommended to work on several holes simultaneously. For many holders, a motorized applicator gun (not in the FassadenGrün's product line) facilitates the work.

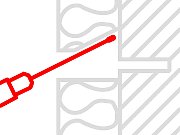
02. Drilling into the insulation
First only drill until the drill bit is filled with insulation material. Take out the drill bit, clean it; if necessary, cut insulation material out of the drill hole/ tear off excess, reattach drill bit and drill deeper until a complete 60 mm cylinder of insulation is removed and the center drill has drilled the substrate. Clean the bore with a vacuum cleaner.






03. Check Alignment
Before enlarging the inner bore, the alignment of the bore is checked again. For this, the M12 threaded rod or another rod is held there and the outside is checked by means of a stop angle to see if the bore is perfectly vertical, perpendicular everywhere. If necessary, it is corrected and re-drilled. The deferred hardwood cylinder WM 12XX9 can serve as a centering aid.

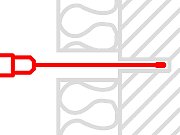
04 Hole in the Supporting Base
Usually an extra-long hammer drill is required...with up to 16 cm insulation thickness, perhaps even with a hammer drill. The drilling diameter is typically 16 mm, especially when using perforated sleeves SD 16130 (in hollow masonry). Also, an annular gap of 2 mm thickness is better than 1 mm because, due to the poorly heat-conducting layer of the mortar, the thermal bridge is reduced. In exceptional cases, one can drill with 14 mm. Drilling depth when using perforated sleeve: approximately 14 cm. Drilling depth without perforated sleeve: anchoring depth (about 9-12 cm) plus 1 cm.



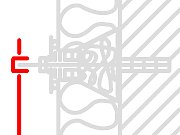
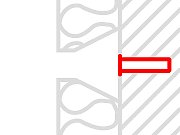
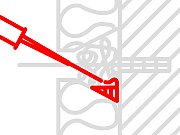
05. Making the Hollow Cone
The making of the hollow cone is done so that the cone receives an angle of about 40-45 degrees, so slightly slimmer than shown in the diagrams. Depending on the insulation material, the hollow mold is made by drilling/cutting using a stone drill (masonry drill bits), by cutting with a knife, or simply by pushing the insulation aside. Important: at the front, a cylindrical area of approx. 6-7 cm (length) and 6 cm (diameter) must remain (if necessary, mark the inside with a marker pen)... only the area behind it will be widened. The outer edge of the hole should remain undamaged. Any existing gap between the supporting (load-bearing) wall and insulation board is then stuffed with insulation residues.
06. Inserting the Perforated Sleeve
The hollow mold and the rear hole are brushed, blown out, and vacuumed-- preferably several times. The back wall must be cleaned of residual debris (from insulation) so that the composite mortar then finds the best possible contact surface. If hollow masonry is present at the back, the perforated sleve is inserted first. With solid masonry, this step is omitted.
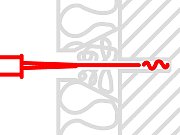
07. Bring Wire Reinforcement
In a hollow cone, coil reinforcement of 1.2 mm stainless steel wire is produced, the wire length about 1-5 m, depending on the cone size. The wire is folded and crumpled during insertion. The bundle/coil/tangle (of wire) should be loose and not too tight so that further steps are not made unnecessarily difficult. Important: bend the ends of the wire in to prevent injuries due to a shooting-out sharp wire.

08. Fill hole or perforated sleeve with mortar
When gluing the threaded rods, proceed according to the assembly instructions of the composite mortar (initial zero-strand, temperatures, open times, setting/hardening times). If necessary, attach a mixing tube extension. Important: place in back of the drill hole, then slowly pull out the mixing tube. Only the back hole or the perforated sleeve is filled with mortar, but generously, so that a mortar excess may also overflow into the hollow cone.
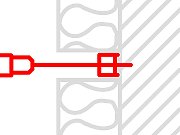
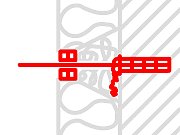
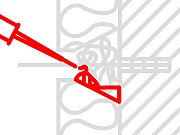
09. Gluing the threaded rod
The threaded rod is carefully inserted through the coil-reinforcement and then into the mortar-filled hole or perforated sleeve. Swelling mortar already initially bonds the wire reinforcement to the wall base. The insertion depth must be such that outside the insulation, the planned wall distance of 6-7 cm is achieved. To safeguard against sagging, the hardwood retaining/support body (as catch) is mounted in the front.

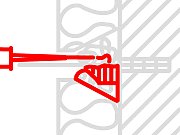
11. Beginning of the filling of the hollow cone
The cone is now filled with composite mortar, starting with the farthest, deepest point of the cone. For many holders, better use a motorized applicator gun! If necessary, use the second extension tube. The mass of about 3/4 of the first cartridge should be evenly distributed and thick, as in a tub/basin. The last quarter of the cartridge will be positioned differently-- see next graphic...
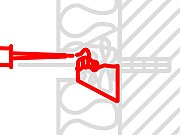
12. Construction of a mortar dam
The last quarter of the first cartridge is squeezed out in the lower front part of the hollow cone, in such a way that there is a kind of 'dam' of composite mortar, which is then built up in layers and ever higher... but is not filled to the front cylinder cone area of the hole, where later the hardwood support body will be placed.
13. More filling of the hollow cone
Even with the 2nd, and possibly even 3rd, 4th, and 5th cartridge, the filling of the hollow cone will initially continue in the lower back area until about 3/4 of the cartridge is used up. It is possible to work 'wet on wet'...the mortar of the previous cartridge does not have to be solidified yet.
14. Continue to build the mortar dam
When it becomes clear that a cartridge will soon be empty but a large cavity in the hollow cone is still visible, the last quarter of the cartridge should again be used to continue modeling the 'dam' in the cylinder/cone junction region. A gap of 1.5 - 2 cm upward should remain.
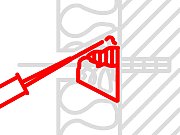
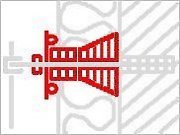
16. Final modeling of the support cone
In the final filling of the hollow cone, mortar continues to be vigorously applied (injected) until it begins to emerge at the front and close the gap. Now the mixing tube is slowly withdrawn, but is further pressed so that in front of the mortar dam a fresh quantity of composite mortar accumulates in which the hardwood body can be pasted.

17. Front spacer block with supporting cone
The cartridge is now pulled back, the tape on the threaded rod is removed (at least in the front). Then the hardwood support body is suspended and while turning, pushed into the mortar mass until the mortar begins to emerge from the sides of the wood body. Then the M 12 nut is unscrewed in order to secure this state until it sets/hardens. The wood body should end approximately flush with the wall or even considerably deeper in the wall.
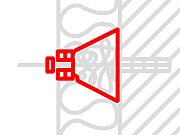
18. Completion of the 'spacer block'
If the load carrying capacity is reached according to the setting time indicated on the mortar cartridge, the hex nut is removed first. Now as many plastic discs (d = 50 mm h = 1.5 mm) will be put on until the so-called 'spacer' (from hardwood body and plastic washers) are out 2-3 mm from the wall. Sometimes only 0-2 discs are required, but sometimes 10-15!
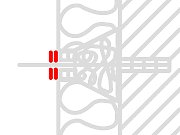
19. Final assembly and the borehole closure
Now the cover panel (with sealing ring/washer) and lock washer is suspended, then tighten the nut M 12 until the bracket/mount is tight. Only then does the element gets its load-bearing capacity. The first 5 mm thick gasket is now conservatively compressed without the EWIS being deformed. If the 'spacer block' is less than 2mm above the hole, there may be concave deformation of the stainless steel cover plate when tightening the nut.
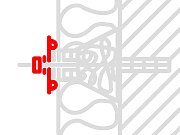
20. Installation of the mount head
Now the flat nut and Phillips (cross head) are put on. In order to counter the Phillips (crosshead) with the flatnut, unscrew the Allen screw and insert a flat tool to secure through one of the grooves. Further assembly with wire rope, etc.., as described for Heavy (construction) Kits, then takes place.